
Element för induktionsuppvärmning
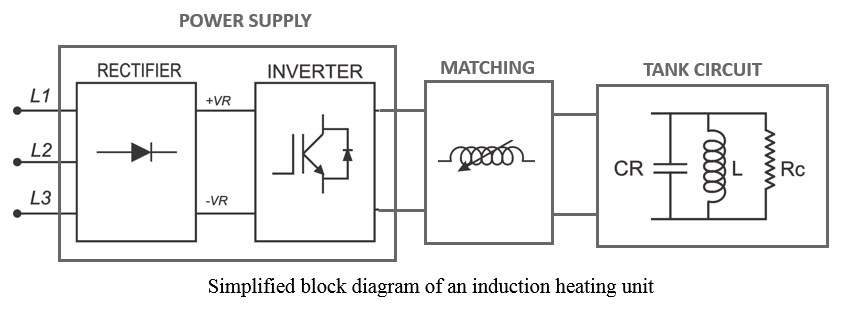
Ett typiskt system för induktionsuppvärmning innehåller en strömförsörjning, en krets för anpassning av impedansen, en tankkrets och en applikator. Applikatorn som är induktionsspolen kan vara en del av tankkretsen. En tankkrets är vanligtvis en parallell uppsättning kondensatorer och induktorer. Kondensatorn och induktorn i tankkretsen är reservoarer för elektrostatisk energi respektive elektromagnetisk energi. Vid resonansfrekvensen börjar kondensatorn och induktorn svänga sin lagrade energi till varandra. I den parallella konfigurationen sker denna energiomvandling vid hög ström. Den höga strömmen genom spolen bidrar till en god energiöverföring från induktionsspolen till arbetsstycket.
Klicka här för att lära dig vad induktionsspolar är och hur de fungerar samt de olika typerna av spolar.
 a) Strömförsörjning
a) Strömförsörjning
Strömförsörjning är en av de viktigaste delarna i ett induktionsvärmesystem. De klassificeras vanligtvis efter sitt arbetsfrekvensområde och sin effekt. Det finns olika typer av induktionsaggregat som är nätfrekvensaggregat, frekvensmultiplikatorer, motorgeneratorer, gnistgapomvandlare och halvledaromvandlare. Faststadsomriktare har den högsta verkningsgraden bland strömförsörjningarna.
En typisk strömförsörjning med faststadsomriktare består av två huvuddelar: likriktare och omriktare. Linjens växelströmmar omvandlas till likström i likriktarsektionen med hjälp av dioder eller tyristorer. Likströmmen går till växelriktaren, där fasta brytare, t.ex. IGBT:er eller MOSFET:er, omvandlar den till en ström, denna gång med hög frekvens (vanligen i intervallet 10kHz-600kHz). Enligt diagrammet nedan kan IGBT:er arbeta vid en högre effektnivå och lägre frekvens jämfört med MOSFET:er som arbetar vid en lägre effektnivå och högre frekvenser.
b) Impedansmatchning
Induktionsvärmens nätaggregat har, precis som alla andra elektroniska apparater, maximala spännings- och strömvärden som inte bör överskridas. För att kunna leverera maximal effekt från strömförsörjningen till lasten (arbetsstycket) måste impedansen hos strömförsörjningen och lasten ligga så nära varandra som möjligt. På så sätt kan effekt-, spännings- och strömvärdena nå sina högsta tillåtna gränser samtidigt. Impedansanpassningskretsar används i induktionsvärmare för detta ändamål. Beroende på tillämpningen kan olika kombinationer av elektriska element (t.ex. transformatorer, variabla induktorer, kondensatorer etc.) användas.
c) Resonanstank
Resonanstanken i ett induktionsvärmesystem är normalt en parallell uppsättning av kondensator och induktor som resonerar vid en viss frekvens. Frekvensen erhålls från följande formel:

där L är induktionsspolens induktans och C är kapacitansen. Enligt animationen nedan är resonansfenomenet mycket likt det som sker i en svängande pendel. I en pendel omvandlas kinetisk och potentiell energi till varandra medan den svänger från den ena änden till den andra. Rörelsen dämpas på grund av friktion och andra mekaniska förluster. I resonanstanken pendlar energin från strömförsörjningen mellan induktorn (i form av elektromagnetisk energi) och kondensatorn (i form av elektrostatisk energi). Energin dämpas på grund av förlusterna i kondensatorn, induktorn och arbetsstycket. Förlusterna i arbetsstycket i form av värme är önskvärda och målet med induktionsuppvärmning.
Själva resonanstanken omfattar kondensatorn och induktorn. En bank av kondensatorer används för att ge den kapacitet som behövs för att nå en resonansfrekvens som ligger nära strömförsörjningens kapacitet. Vid låga frekvenser (under 10 kHz) används oljefyllda kondensatorer och vid högre frekvenser (mer än 10 kHz) keramiska eller fasta dielektriska kondensatorer.

d) Induktionsvärmeinduktorer
Vad är induktionsspolar & Hur fungerar de?
Induktionsvärmespiralen är en särskilt formad kopparrör eller annat ledande material som elektrisk växelström leds genom, vilket skapar ett variabelt magnetfält. Metalldelar eller andra ledande material placeras i, genom eller nära induktionsvärmespolen, utan att röra spolen, och det variabla magnetfältet som genereras orsakar en friktion i metallen som gör att den värms upp.
Hur fungerar induktionsspolar?
Vissa förhållanden måste beaktas när man konstruerar en spole:
1. För att öka induktionsvärmarens effektivitet måste avståndet mellan spolen och arbetsstycket minimeras. Effektiviteten i kopplingen mellan spolen och arbetsstycket är omvänt proportionell mot kvadratroten av avståndet mellan dem.
2. Om arbetsstycket placeras i mitten av den spiralformade spolen kommer det att kopplas bäst till magnetfältet. Om den ligger utanför mitten kommer det område av arbetsstycket som ligger närmare spiralerna att få mer värme. Denna effekt har visats i figuren nedan.

3. Dessutom har läget nära anslutningen mellan ledare och spole en svagare magnetisk flödestäthet, och därför är inte ens ID-centret på spiralspolen induktionsuppvärmningscentret.
4. Annulleringseffekten (figuren till vänster) måste undvikas. Detta inträffar när öppningen av spolen är mycket liten. Genom att lägga en slinga i spolen kan man ge den nödvändiga induktansen (figuren till höger). Induktansen hos en spole definierar spolens förmåga att lagra magnetisk energi. Induktansen är kan beräknas från som:

där ε är den elektromotoriska kraften och dI/dt är hastigheten för strömförändringen i spolen. ε i sig är lika med hastigheten för förändringen av det magnetiska flödet i spolen (- dφ/dt), där det magnetiska flödet φ kan beräknas från NBA, där N är antalet varv, B är det magnetiska fältet och A är spolens area. Därför blir induktansen lika med:

Det är uppenbart att värdet av induktansen är linjärt proportionellt mot induktansens area. Därför måste ett minimivärde beaktas för induktorslingan, så att den kan lagra magnetisk energi och leverera den till induktionsarbetsstycket.

Spoleffektivitet
Spoleffektiviteten definieras enligt följande:

Tabellen nedan visar typiska effektiviteter för olika spolar:

Spoleändring enligt tillämpning
I flera tillämpningar har uppvärmningsobjektet inte en enhetlig profil, även om det behöver en enhetlig uppvärmning. I dessa fall måste det magnetiska flödesfältet modifieras. Det finns två typiska metoder för att åstadkomma detta. Ett sätt är att frikoppla varven där delen har ett större tvärsnitt (om man använder spiralformad spole). En vanligare metod är att öka lindningsavståndet vid de områden där delens tvärsnitt är större. Båda metoderna visas i figuren nedan.

Samma situation uppstår när man värmer plana ytor med stora pannkaksspolar. Det centrala området får överdriven värme. För att undvika detta ökas gapet mellan spolytan och det platta föremålet genom att tillämpa en konisk form på pannkaksspolen.

En spole med liner används i tillämpningar där det behövs ett brett och jämnt uppvärmningsområde, men där vi vill undvika att använda stora kopparslangar. Liner är en bred plåt som är häftlödd på spolröret på minst två punkter. Resten av skarven löds endast för att ge maximal värmeöverföringsanslutning. En sinusformad profil kommer också att bidra till att öka spolens kylförmåga. En sådan spole visas i figuren nedan.

När uppvärmningslängden ökar måste antalet varv ökas för att hålla uppvärmningen jämn.

Avhängigt av förändringarna i arbetsstyckets form varierar uppvärmningsmönstret. Magnetiska flöden tenderar att ackumuleras vid värmningsobjektets kanter, ytskärningar eller fördjupningar, vilket leder till högre uppvärmningshastighet i dessa områden. Figuren nedan visar ”kanteffekten” där spolen är högre än värmeelementets kant och överdriven uppvärmning sker i detta område. För att undvika detta kan spolen föras lägre, så att den är jämn eller något lägre än kanten.

Induktionsuppvärmning av skivor kan också orsaka överdriven kantuppvärmning, vilket visas i figuren nedan. Kanterna får högre uppvärmning. Spolens höjd kan minskas eller spolens ändar kan göras av en större radie för att frikopplas från arbetsstyckets kant.

Skarpa hörn på de rektangulära spolarna kan orsaka djupare uppvärmning i arbetsstycket. Att frikoppla spolens hörn minskar å ena sidan uppvärmningshastigheten i hörnet, men å andra sidan minskar induktionsprocessens totala effektivitet.

En av de viktiga punkter som måste beaktas vid utformning av flerplaceringsslingor är de intilliggande spolornas påverkan på varandra. För att värmekraften hos varje spole ska vara maximal måste avståndet från centrum till centrum mellan de intilliggande spolarna vara minst 1,5 gånger spoldiametern.

Splitinduktorer används i de tillämpningar där det behövs en nära koppling och där även delen inte kan tas ut ur spolen efter uppvärmningsprocessen. En viktig punkt här är att en mycket god elektrisk kontakt måste tillhandahållas på den plats där de ledade ytorna möts. Vanligtvis används ett tunt silverskikt för att ge den bästa elektriska ytkontakten. De delade delarna av spolarna kyls ned med hjälp av flexibla vattenslangar. Automatiserad pneumatisk kompression används ofta för att stänga/öppna spolen och även för att ge det nödvändiga trycket vid gångjärnsytan.

Typer av värmeslingor
Dubbel deformerad pannkaksslinga
I tillämpningar som uppvärmning av spetsen på axlar kan det vara svårt att nå en jämn temperatur på grund av annulleringseffekten vid mitten av spetsens yta. En dubbel deformerad pannkaksslinga med bearbetade sidor, liknande schemat nedan, kan användas för att uppnå en enhetlig värmeprofil. Uppmärksamhet måste ägnas åt riktningen på de två pannkakorna, där de centrala lindningarna är lindade i samma riktning och har adderande magnetisk effekt.

Split-Returspole
I tillämpningar som svetsning av ett smalt band på ena sidan av en lång cylinder, där en relativt lång sträcka måste upphettas betydligt högre än övriga delar av objektet, kommer strömåtergångsvägen att vara av betydelse. Med hjälp av en spole av typen Split-Return delas den höga strömmen som induceras i svetsbanan upp i två som blir ännu bredare. På så sätt är uppvärmningshastigheten i svetsbanan minst fyra gånger högre än i övriga delar av objektet.

Kanalslingor
Spiraler av kanaltyp används om uppvärmningstiden inte är särskilt kort och även ganska låga effekttätheter behövs. Ett antal värmedelar passerar genom spolen med konstant hastighet och når sin högsta temperatur när de kommer ut ur maskinen. Spiralens ändar är vanligen böjda för att ge delarna en väg in i och ut ur spiralen. När en profiluppvärmning behövs kan plattkoncentratorer användas med multiturn-kanalspiraler.

Kvadratiska kopparrör har två huvudsakliga fördelar jämfört med runda rör: a) eftersom de har en mer plan yta som ”tittar” på arbetsstycket ger de en bättre elektromagnetisk koppling med värmebelastningen och b) det är strukturellt lättare att genomföra vändningar med kvadratiska rör än med runda rör.

Ledningsdesign för induktionsspolar
Ledningsdesign: Ledningar är en del av induktionsspolen och även om de är mycket korta har de en ändlig induktans. I allmänhet visar diagrammet nedan kretsschemat för värmestationen i ett induktionsenhetssystem. C är resonanskondensatorn som är installerad i värmestationen, L_lead är den totala induktansen hos spolens ledare och L_coil är induktansen hos induktionsspolen som är kopplad till värmelasten. V_total är den spänning som läggs på värmestationen från induktionsspänningen, V_lead är spänningsfallet på ledningens induktans och V_coil är den spänning som kommer att läggas på induktionsspolen. Den totala spänningen är summan av ledningens spänning och induktionsspolens spänning:

V_lead representerar den del av den totala spänningen som upptas av ledningarna och som inte utför någon användbar induktionsverkan. Konstruktörens mål kommer att vara att minimera detta värde. V_lead kan beräknas som:

Det är uppenbart från formlerna ovan att för att minimera värdet av V_lead, så måste ledarnas induktans vara flera gånger mindre än induktionsspolens induktans (L_lead≪L_coil).

Minskning av ledningsinduktansen: Vid låga frekvenser, vanligtvis eftersom spolar med hög induktans (multiturn och/eller stor ID) används, är L_lead mycket mindre än L_coil. Eftersom antalet varv och spolens totala storlek minskar för högfrekventa induktorer blir det emellertid viktigt att tillämpa särskilda metoder för att minimera ledningens induktans. Nedan finns två exempel för att åstadkomma detta.

Fluxkoncentratorer: När ett magnetiskt material placeras i en miljö som innehåller magnetfält tenderar de på grund av det låga magnetiska motståndet (reluktansen) att absorbera linjerna i det magnetiska flödet. Förmågan att absorbera magnetfältet kvantifieras med relativ magnetisk permeabilitet. Detta värde för luft, koppar och rostfritt stål är ett, men för mjukt stål kan det vara upp till 400 och för järn upp till 2000. Magnetiska material kan behålla sin magnetiska förmåga upp till Curietemperaturen, varefter deras magnetiska permeabilitet sjunker till ett och de inte längre är magnetiska.
En flödeskoncentrator är ett material med hög permeabilitet och låg elektrisk ledningsförmåga som är konstruerat för att användas i konstruktionen av induktionsvärmeslingorna för att förstora det magnetfält som appliceras på värmelasten. Figuren nedan visar hur placeringen av en flödeskoncentrator i mitten av en pannkaksspole kommer att koncentrera magnetfältlinjerna vid spolens yta. På så sätt kommer de material som placeras ovanpå pannkaksspolen att kopplas bättre och få maximal uppvärmning.

Flödeskoncentratorns effekt på strömtätheten i induktionsspolen visas i figuren nedan. Det mesta av strömmen kommer att koncentreras till den yta som inte täcks av flödeskoncentratorn. Spolen kan därför utformas på ett sådant sätt att endast den sida av spolen som är vänd mot värmelasten kommer att vara utan koncentratormaterial. Inom elektromagnetismen kallas detta för sliteffekt. Slits-effekten kommer att öka spolens effektivitet avsevärt och uppvärmningen kommer att kräva en lägre effektnivå.
